










折彎機模具使用呢規范
1、接通折彎機的電源,扭轉鑰匙開關,按下油泵啟動,折彎機油泵開始轉動,此時機器還未開始工作。
2、行程調節,在正式開始用折彎機模具進行折彎工作時需要試車。折彎機上模下行至底部時必須保證有一個板厚的間隙。否則會對模具和機器造成損壞。行程的調節也是有電動快速調整和手動微調。
3、折彎機模具槽口選擇,一般要選擇板厚的8倍寬度的槽口。如折彎4mm的板料,需選擇32左右的槽口。
4、檢查折彎機上下模的重合度和堅固性;檢查各定位裝置是否符合被加工的要求。經常檢查上、下模具的重合度;壓力表的指示是否符合規定。
5、板料折彎時必須壓實,防止板料在折彎時翹起傷害操作人員。
6、調板料壓模時必須切斷電源,停止運轉后進行。
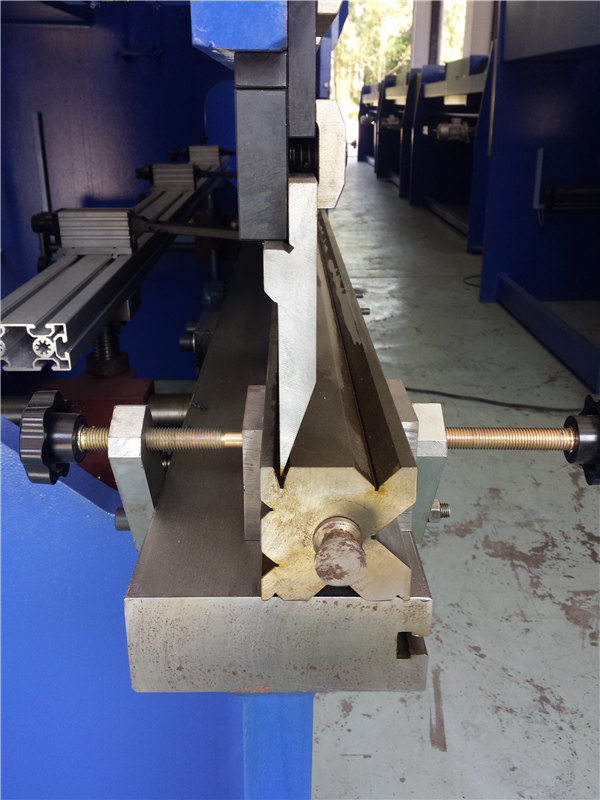
7、在改變可變折彎機下模的開口時,不允許有任何料與下模接觸。
8、禁止使用折彎機模具折超厚的鐵板或淬過火的鋼板、合金鋼、方鋼和超過板料折彎機性能的板料,以免損壞機床。
9、關閉折彎機,要在兩側油缸下方的下模上放置木塊將上滑板下降到木塊上。先退出控制系統程序,后切斷電源。







數控折彎機機身采用整體焊接,經過時效處理后采用整體加工方式,確保了機床的整體精度和可靠性。液壓系統采用德國立式閉環控制方式,由荷蘭DELEM數控系統控制。

在選用的折彎機模具的強度與韌性以及耐磨性的優劣,一樣通常環境下利用Cr12MoV鋼做的模具舉行生產就完可以饜足客戶的須要,好的模具是由強度較高的合金調質鋼,其強度、韌性方面都非常的好,并且可以在500度左右的溫度下舉行加工生產。
任何金屬加熱時都要膨脹,由于鋼在加熱時,同一個重型折彎機模具各部門的溫度不均(即加熱的不勻稱)就肯定會造成模具鋼材內各部門的膨脹的不劃一性。
數控折彎機的國產數控系統與進口數控系統的之間的差距不僅僅表現在系統本身的方面,數控折彎機配套軟件的豐富程度和技術含量水平也是相差比較大的方面,逆差的主要原因是高d機床產品制造能力不夠。

您好,歡迎蒞臨華粵五金機械廠,歡迎咨詢...
 觸屏版二維碼 |





